
Die Casting
High-pressure die casting for complex, high-volume metal parts
Up to 500 tons
Clamping Force
±0.05 mm
Tolerance
0.8 mm (Zn)
Min Wall Thickness
2–3 weeks
Lead Time
Overview
Die casting injects molten metal under high pressure into a steel mold (die), producing near-net-shape parts with excellent dimensional accuracy and surface finish. Our hot-chamber and cold-chamber die casting machines handle aluminum, zinc, and magnesium alloys.
Ideal for complex geometries with thin walls — from consumer electronics housings to automotive components. Production volumes from 1,000 to 500,000+ parts per year.
Workshop & Equipment
Our die casting facility with hot-chamber and cold-chamber machines for aluminum, zinc, and magnesium alloys.

Die Casting Machine
Hot-chamber and cold-chamber die casting machines with up to 500-ton clamping force for aluminum, zinc, and magnesium components.

Polishing & Finishing Workshop
Dedicated post-casting finishing lines for deburring, polishing, and surface preparation before coating or plating.
Product Showcase
Die-cast components across automotive, consumer electronics, and industrial applications — near-net-shape with excellent surface finish.

Die-Cast Structural Component
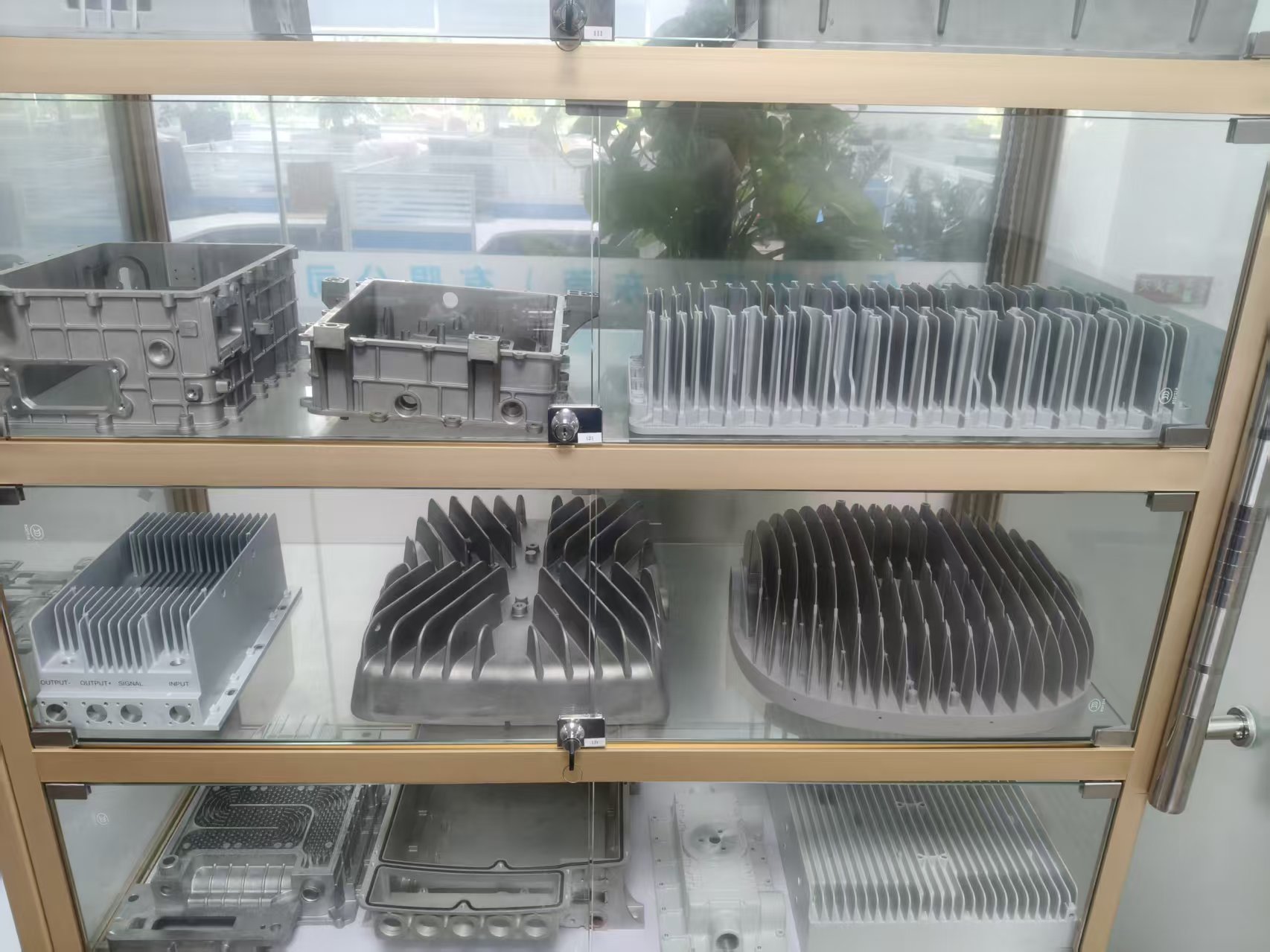
Aluminum Die-Cast Product

Communication Equipment Housing
Die Casting Process
Watch our die casting operations — from molten metal injection to finished near-net-shape components.
Die Casting Machine in Operation
High-pressure injection of molten aluminum alloy into precision steel molds, producing complex geometries in seconds.
Post-Casting Processing
Automated trimming, deburring, and surface finishing operations for as-cast parts before secondary machining or coating.
Finishing & Polishing
Surface treatment and polishing capabilities for die-cast parts — from industrial coatings to mirror-polished decorative finishes.

Polishing Workshop
Our in-house polishing and surface finishing department handles everything from industrial-grade deburring to high-gloss mirror polishing. We support powder coating, e-coating, chrome plating, anodizing, and electroless nickel on die-cast aluminum, zinc, and magnesium parts.