
Fonderie sous pression
Fonderie sous pression haute pression pour pièces métalliques complexes en grande série
Jusqu'à 500 tonnes
Force de fermeture
±0,05 mm
Tolérance
0,8 mm (Zn)
Épaisseur min. de paroi
2–3 semaines
Délai de livraison
Aperçu
La fonderie sous pression injecte du métal fondu sous haute pression dans un moule en acier, produisant des pièces proches des cotes finales avec une excellente précision dimensionnelle et un bon état de surface. Nos machines à chambre chaude et à chambre froide traitent les alliages d'aluminium, de zinc et de magnésium.
Idéal pour les géométries complexes à parois minces — des boîtiers électroniques grand public aux composants automobiles. Volumes de production de 1 000 à plus de 500 000 pièces par an.
Atelier et équipement
Notre installation de fonderie sous pression avec des machines à chambre chaude et à chambre froide pour les alliages d'aluminium, de zinc et de magnésium.

Machine de fonderie sous pression
Machines de fonderie sous pression à chambre chaude et froide avec une force de fermeture jusqu'à 500 tonnes pour les composants en aluminium, zinc et magnésium.

Atelier de polissage et finition
Lignes de finition post-fonderie dédiées pour l'ébavurage, le polissage et la préparation de surface avant revêtement ou placage.
Vitrine produits
Composants moulés sous pression pour les applications automobiles, électroniques grand public et industrielles — forme quasi-nette avec une excellente finition de surface.

Composant structurel moulé sous pression
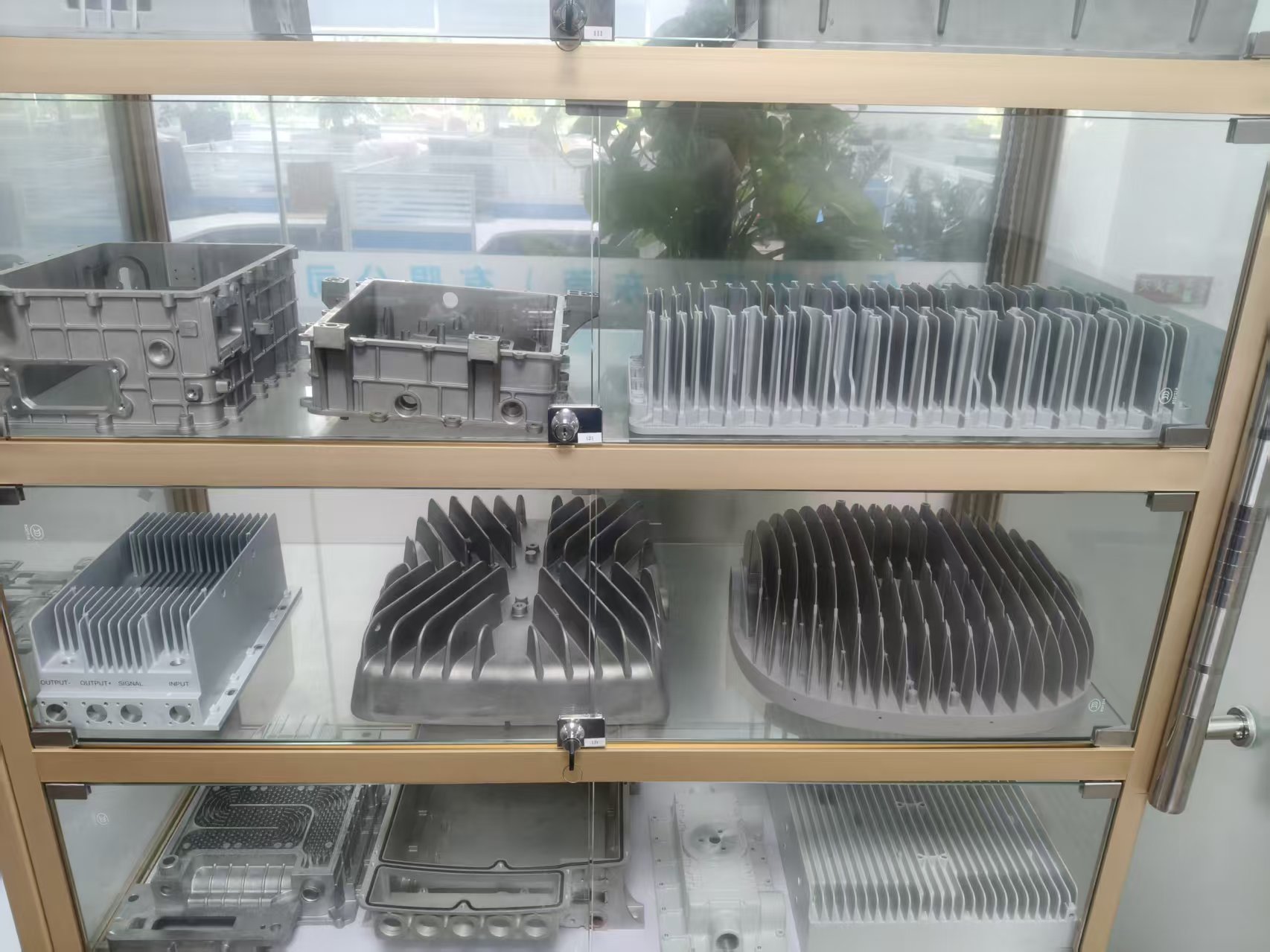
Produit moulé en aluminium

Boîtier d'équipement de communication
Procédé de fonderie sous pression
Observez nos opérations de fonderie sous pression — de l'injection de métal en fusion aux composants finis de forme quasi-nette.
Machine de moulage sous pression en fonctionnement
Injection haute pression d'alliage d'aluminium fondu dans des moules en acier de précision, produisant des géométries complexes en quelques secondes.
Traitement post-fonderie
Ébavurage, découpage et finition de surface automatisés pour les pièces brutes avant usinage ou revêtement secondaire.
Finition et polissage
Capacités de traitement de surface et de polissage pour les pièces moulées sous pression — des revêtements industriels aux finitions décoratives polies miroir.

Atelier de polissage
Notre département interne de polissage et de finition de surface gère tout, de l'ébavurage industriel au polissage miroir haute brillance. Nous proposons le revêtement en poudre, l'e-coating, le chromage, l'anodisation et le nickel chimique sur les pièces en aluminium, zinc et magnésium moulées sous pression.