
Fundición a presión
Fundición a presión de alta presión para piezas metálicas complejas en grandes volúmenes
Hasta 500 toneladas
Fuerza de Cierre
±0.05 mm
Tolerancia
0.8 mm (Zn)
Espesor Mín. de Pared
2–3 semanas
Plazo de Entrega
Descripción general
La fundición a presión inyecta metal fundido a alta presión en un molde de acero (matriz), produciendo piezas con forma casi definitiva, excelente precisión dimensional y acabado superficial. Nuestras máquinas de fundición a presión en cámara caliente y cámara fría procesan aleaciones de aluminio, zinc y magnesio.
Ideal para geometrías complejas con paredes delgadas — desde carcasas de electrónica de consumo hasta componentes de automoción. Volúmenes de producción desde 1.000 hasta más de 500.000 piezas al año.
Taller y Equipamiento
Nuestra instalación de fundición a presión con máquinas de cámara caliente y cámara fría para aleaciones de aluminio, zinc y magnesio.

Máquina de Fundición a Presión
Máquinas de fundición a presión de cámara caliente y cámara fría con hasta 500 toneladas de fuerza de cierre para componentes de aluminio, zinc y magnesio.

Taller de Pulido y Acabado
Líneas de acabado post-fundición dedicadas para desbarbado, pulido y preparación superficial antes del recubrimiento o chapado.
Vitrina de Productos
Componentes fundidos a presión en aplicaciones automotrices, electrónica de consumo e industriales: forma casi neta con excelente acabado superficial.

Componente estructural fundido
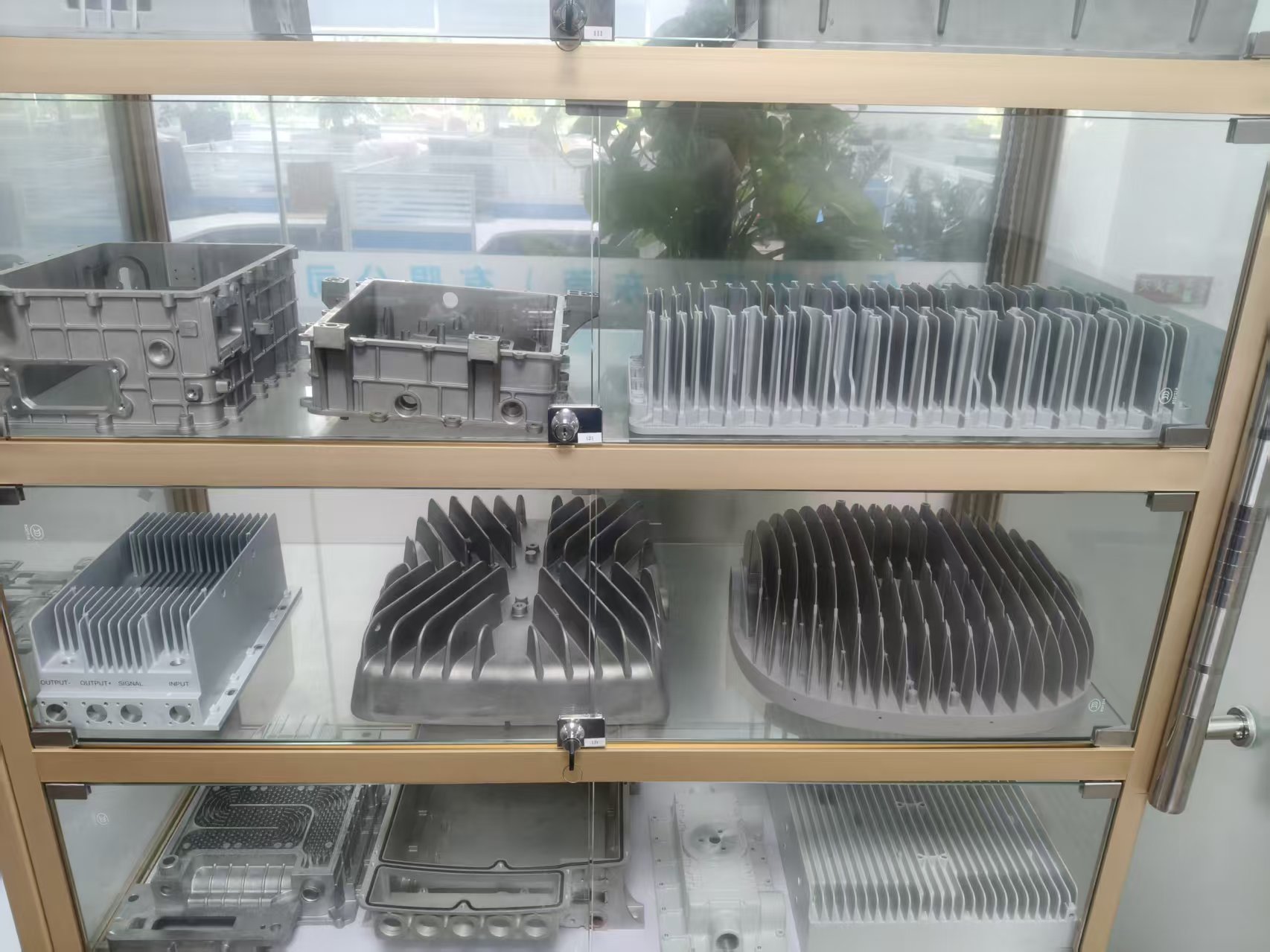
Producto de fundición de aluminio

Carcasa de equipo de comunicación
Proceso de Fundición a Presión
Observe nuestras operaciones de fundición a presión: desde la inyección de metal fundido hasta componentes terminados de forma casi neta.
Máquina de fundición en operación
Inyección a alta presión de aleación de aluminio fundida en moldes de acero de precisión, produciendo geometrías complejas en segundos.
Procesamiento post-fundición
Operaciones automatizadas de recorte, desbarbado y acabado superficial para piezas recién fundidas antes del mecanizado o recubrimiento secundario.
Acabado y Pulido
Capacidades de tratamiento superficial y pulido para piezas fundidas a presión: desde recubrimientos industriales hasta acabados decorativos de pulido espejo.

Taller de Pulido
Nuestro departamento interno de pulido y acabado superficial maneja todo, desde desbarbado de grado industrial hasta pulido espejo de alto brillo. Ofrecemos pintura en polvo, e-coating, cromado, anodizado y niquelado químico en piezas fundidas a presión de aluminio, zinc y magnesio.